蝕刻技術屬于感光化學技術領域, 是用光刻腐蝕加工薄形精密金屬制品的一種方法。
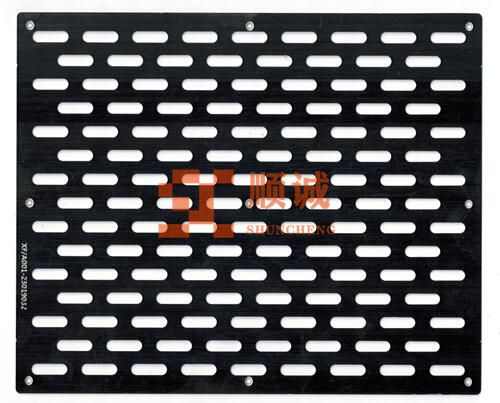
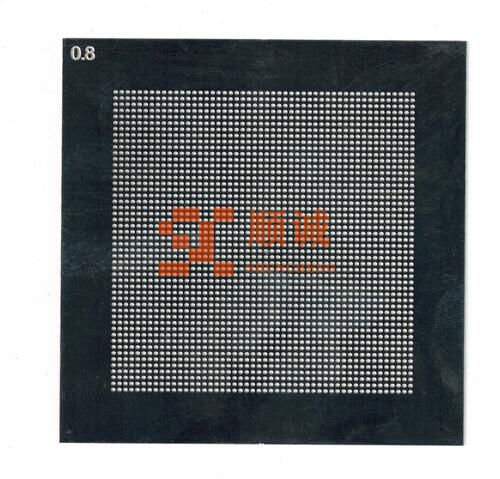
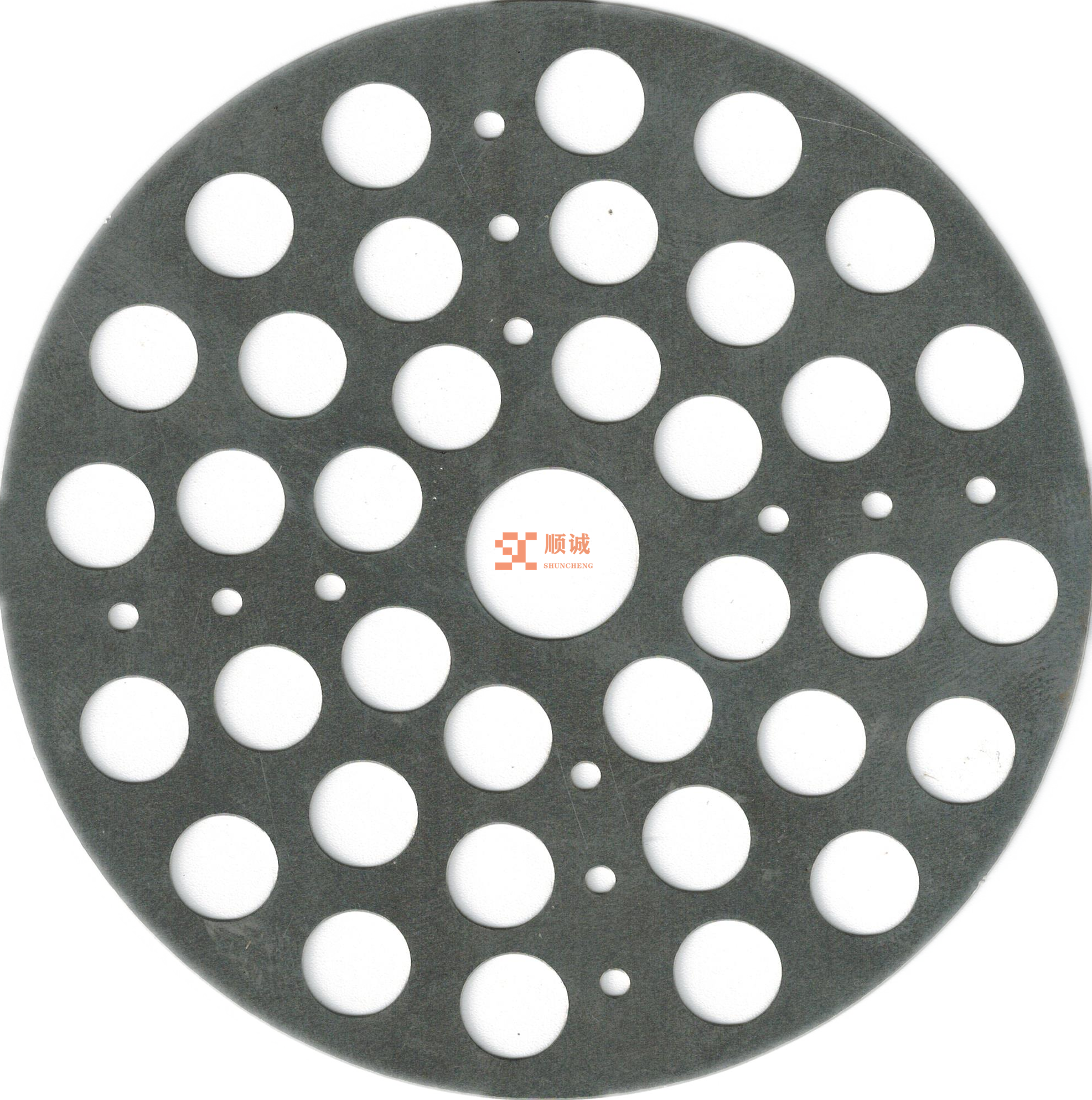
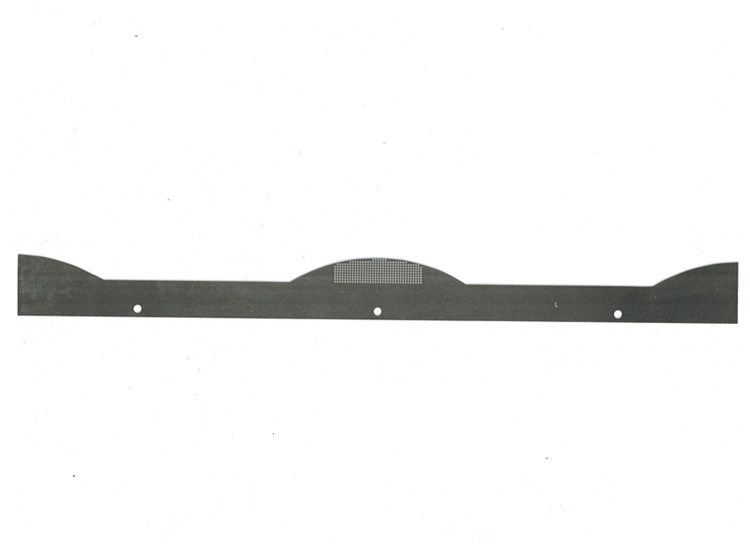
產品:
其基本原理是利用化學感光材料的光敏特性, 在基體金屬基片兩面均勻涂敷感光材料采用光刻方法, 將膠膜板上柵網產顯形狀精確地復制到金屬基片兩面的感光層掩膜上通過顯影去除未感光部分的掩膜, 將裸露的金屬部分在后續的加工中與腐蝕液直接噴壓接觸而被蝕除, 最終獲取所需的幾何形狀及高精度尺寸的產品技術蝕刻技術。
蝕刻一共有兩大類:1:干式蝕刻; 2:濕式蝕刻。
蝕刻技術是利用特定的溶液與薄膜間所進行的化學反應來去除薄膜未被光阻覆蓋的部分,而達到蝕刻的目的,這種蝕刻方式也就是所謂的濕式蝕刻。因為濕式蝕刻是利用化學反應來進行薄膜的去除,而化學反應本身不具方向性,因此濕式蝕刻過程為等向性,一般而言此方式不足以定義3微米以下的線寬,但對于3微米以上的線寬定義濕式蝕刻仍然為一可選擇采用的技術。
濕式蝕刻的優缺點
濕式蝕刻的優缺點
低成本、高可靠性、高產能及優越的蝕刻選擇比。但相對于干式蝕刻,除了無法定義較細的線寬外,濕式蝕刻仍有以下的缺點:1) 需花費較高成本的反應溶液及去離子水;2) 化學藥品處理時人員所遭遇的安全問題;3) 光阻附著性問題;4) 氣泡形成及化學蝕刻液無法完全與晶圓表面接觸所造成的不完全及不均勻的蝕刻;5) 廢氣及潛在的爆炸性。
濕式蝕刻過程可分為三個步驟:1) 化學蝕刻液擴散至待蝕刻材料之表面;2) 蝕刻液與待蝕刻材料發生化學反應; 3) 反應后之產物從蝕刻材料之表面擴散至溶液中,并隨溶液排出(3)。三個步驟中進行最慢者為速率控制步驟,也就是說該步驟的反應速率即為整個反應之速率。
大部份的蝕刻過程包含了一個或多個化學反應步驟,各種形態的反應都有可能發生,但常遇到的反應是將待蝕刻層表面先予以氧化,再將此氧化層溶解,并隨溶液排出,如此反復進行以達到蝕刻的效果。如蝕刻硅、鋁時即是利用此種化學反應方式。
濕式蝕刻的速率
通常可藉由改變溶液濃度及溫度予以控制。溶液濃度可改變反應物質到達及離開待蝕刻物表面的速率,一般而言,當溶液濃度增加時,蝕刻速率將會提高。而提高溶液溫度可加速化學反應速率,進而加速蝕刻速率。
除了溶液的選用外,選擇適用的屏蔽物質亦是十分重要的,它必須與待蝕刻材料表面有很好的附著性、并能承受蝕刻溶液的侵蝕且穩定而不變質。而光阻通常是一個很好的屏蔽材料,且由于其圖案轉印步驟簡單,因此常被使用。但使用光阻作為屏蔽材料時也會發生邊緣剝離或龜裂的情形。邊緣剝離乃由于蝕刻溶液的侵蝕,造成光阻與基材間的黏著性變差所致。解決的方法則可使用黏著促進劑來增加光阻與基材間的黏著性,如Hexamethyl-disilazane (HMDS)。龜裂則是因為光阻與基材間的應力差異太大,減緩龜裂的方法可利用較具彈性的屏蔽材質來吸收兩者間的應力差。
蝕刻化學反應過程中所產生的氣泡常會造成蝕刻的不均勻性,氣泡留滯于基材上阻止了蝕刻溶液與待蝕刻物表面的接觸,將使得蝕刻速率變慢或停滯,直到氣泡離開基材表面。因此在這種情況下會在溶液中加入一些催化劑增進蝕刻溶液與待蝕刻物表面的接觸,并在蝕刻過程中予于攪動以加速氣泡的脫離。